European regulations define the term traceability as “the ability to find and trace through all production stages, processing and distribution food, feed, food-producing animal or substance intended to be incorporated into food or feed and likely to be incorporated into food or feed”.
What is the purpose of food traceability?
The purpose of product traceability is to be able to trace any food product or raw material within the supply chain and minimize health risks. This is achieved by identifying the batch number, allowing it to be discarded if it poses a safety risk for consumption.
In addition, since 2005, food traceability has been mandatory for companies in the food sector within the European Union.
The name and address of the food business operatorfrom which thefood has been dispatched.
The name and address of the distributor if it is not the same as that of the food business operator since the food was dispatched.
The name and address of the food business operator to which the food is dispatched.
The name and address of the consignee (owner) if different from that of the food business operator to which the food is dispatched.
A reference identifying the batch.
Date of dispatch.
What types of traceability should we control?
There are 3 types of traceability that we must control:
Forward traceability
In this phase, all products ready to be shipped are controlled, as well as their recipients.
Process traceability
This traceability refers to the different processes or treatments that the food has undergone between arriving at the company and being shipped.
Thanks to Bluetooth connectivity, SmartVide makes HACCP control extremely simple, allowing cooking results to be exported or printed at the end of each cycle.
Backward traceability
This traceability refers to the producer, but in this case of raw materials.
Who is responsible for ensuring food traceability?
The actors involved in the supply chain
The actors involved along the supply chain are responsible for ensuring food safety.
The different states of the European Union
They must put in place different systems of official controlsand carry out inspections to ensure food safety throughout the different stages of production, processing, and distribution.
In this area we find for example the HACCP control (Hazard Analysis and Critical Control Points). This is a tool for assessing hazards and establishing control systems that focuses on prevention rather than relying primarily on end-product testing.
The European Union
The European Union regulates quality and safety standards, as well as coordinating actions between the authorities of the Member States where appropriate. It can also impose limits on imports and exports.
It is also who approves the legislation on food traceability that Member States must comply with.
How to make a traceability plan in 5 steps?
Lets get into the 5 steps to establish a traceability plan:
Define product grouping criteria
When establishing a traceability plan, it is important to specify the criteria to be followed to group foods or products. Generally, they are grouped in batches, so that the different groupings of food are labeled with a batch number.
The size of the batch grouping varies according to the criteria previously established in the traceability plan. The more precise the grouping in terms of date, time and machinery used,the smaller the amount of product to be recalled if a health risk is identified.
Create a system of records and documentation
Once the criteria to be followed have been established, it is necessary to implement a system that allows all the data to be collected and recorded in an orderly and automatic manner. For this purpose, batches are usually labeled with barcodes or RFID technology.
The most used codes in the food industry are EAN 13 and EAN 128.
Use of the identification system
All agents in the chain must have an identification system in the three stages of traceability mentioned above, including the batch number on labels, delivery notes and invoices.
Incident control and management
The main objective of this traceability plan is to be able to identify and withdraw all those batches that pose a risk to consumer health; therefore, it must include an action protocol that allows to do it in the most agile, efficient, and safe way.
Test the traceability plan
Finally, the plan must be checked to ensure that it works. This should be done by external people or agents through a system of review and monitoring of all activities.
How to control food traceability with the JANBY Track?
The QR labels of our Janby system in addition to auto configure the cooking equipment for the correct cooking of the products have the following information:
Batch identifier
Unique bag identifier
Organization identifier
Discard date
Packaging date
Information about the manufacturing process
Allergen information
Information about recommended diets
All this information can be visible on the label or by scanning the QR code we could make visible all the relevant information for the different sanitary audits.
Sous-vide is a culinary technique that maintains the integrity of food by heating it for long periods of time at relatively low temperatures.
The Sous-Vide process
The Sous-Vide process consists of placing raw or pre-cooked food in a watertight and heat-resistant container, extracting the air from inside, sealing it hermetically and subjecting it to the action of heat at a constant temperature and for the necessary time. The containers used for this technique are generally made of complex plastics that provide resistance to high temperatures, low oxygen permeability and protection against manipulation. This process enables assembly cooking as it keeps cooked dishes in stock for long periods of time.
Vacuum packaging
Vacuum packaging is a natural food preservation technique that consists of extracting the air from the enclosure, eliminating oxygen, the main factor in food spoilage.
The main qualities of sous vide cooking are that by heat treating the food in an airtight and airless enclosure, nutrients and aromas are retained to the maximum, the oxidation of the ingredients is avoided and weight loss and desiccation due to evaporation are reduced.
Vacuum cooking
Cooking is carried out in a humid environment at moderate temperatures ranging between 65ºC and 95ºC depending on the type of product and takes place for generally longer times than those used in traditional cooking.
Rapid blast chilling or deep freezing
Deep freezing makes it possible to reach a temperature of -18ºC in the core of the product in less than 4 hours for its subsequent storage under optimal conditions of conservation. The rapid lowering of the temperature allows the maintenance of a large part of the moisture contained in the food and prevents the formation of macro-crystals, so that the organoleptic properties of the food are preserved.
Retherming
Finally, this product is rethermed before serving. In this phase of the process, we use the sous vide cooker again to retherm the product before the final touch and serving. It is very important that the retherming temperature does not exceed the initial sous vide cooking temperature at the heart of the product.
Benefits of the Sous-vide method
This technique brings numerous benefits:
It maximizes the organoleptic properties of the product, since cooking is carried out in hermetically sealed containers, thus preserving flavors, textures, aromas, and color.
Healthy: since it allows to preserve all the nutrients and requires less additives.
It favors food safety as it avoids cross contamination.
Improves shelf life of products thanks to its rapid cooling and preservation process, minimizing food waste.
It allows more planning and advance preparation, consequence of the assembly kitchen.
It favors consistent results which are acquired by standardizing parameters such as time and temperature.
The digitalization of the Sous-vide process
The emergence of the foodtech industry and the kitchendigitalization have also made their way on the Sous-Vide process.
In this context, the JANBY Track is born, a system that digitizes and automates the sous-vide cooking and retherming process, providing greater standardization of both the product and the process, as well as greater control.
Elements of the JANBY Track
The system is made up of the following elements:
• Tablet Janby Box: a specific tablet that contains the software and a series of connectivity.
• JANBY Tag: these are labels used to identify the different bags that share the same water tank.
• Smart label: it is a label that carries information about the printing date, expiration date, batch, ingredients and, most importantly, the product’s elaboration process that, as we have seen previously, follows two parameters (time and temperature).
• JANBY Cloud: is the platform where all the information about the different equipment, products, recipes, kitchen processes and different establishments of the same organization is centralized.
• Sous-Vide equipment: currently the system it is only capable of communicating with SAMMIC’s SmartVide cookers.
The JANBY Track step by step
Benefits of the JANBY Track system
The JANBY Track system answers the main concerns when several individual servings are cooking in the same water tank:
– Which bag was introduced first?
– How do you control the different cooking times for each of the portions?
– How do you identify portions for customers with special dietary needs?
– How do you keep a history of those you have cooked?
In addition, it provides us with an exhaustive traceability of temperature and time data, compatible with HACCP control.
Traceability: the system maintains the history of what is cooked, portion by portion, allowing subsequent monitoring of the cycles carried out. Individualized monitoring allows to quickly identify and track special customer needs, such as allergens, salt-free diets, etc. Plus, through smart labels and the integration to different POS systems, it is possible to obtain a complete traceability of the food chain.
HACCP control: JANBY Track generates very precise reports of cooking times and temperatures, portion by portion, allowing a complete and precise traceability from different devices at all times.
JANBY Cloud: the cloud environment centralizes all the data of each organization and equipment providing unprecedented control over the operations that take place in the kitchen.
Digitalization has come to stay, especially in those historically traditional sectors such as the restaurant industry. The sanitary crisis has undeniably worsened the need of structural changes, in this article we will see how the RTE products, and their digitalization offer huge scale economics and reduce the need of qualified workforce in order to face the needs of the restaurant of the future.
Trends that will shape the restaurant industry
Before getting into the RTE products and how these can become a powerful tool in the restaurant industry, we must understand the trends that are already shaping the traditional business models. The following are trends we saw at the webinar ¨New business opportunities for the restaurant industry¨ organized by Loop new Business Models.
Regarding the sector, we saw that this is going through an increasing professionalization and concentration.
Moreover, the menu sophistication implies a rise in costs, leading to the search of efficient solutions.
On the other hand, we talked about the implication of the processes, where it is more and more difficult to find qualified people and the risk of depending on them. The search of processes that reduce food waste to a 0%. And the increasing regulatory pressure towards food safety.
Finally, we analyzed the trend in relation to the rise of equipment and devices in the kitchen that are not necessarily focused on the kitchen intelligence, which leads us to the search of solutions that enable the generation of quantifiable and measurable value.
At JANBY we believe that the combination of RTE products and our technology becomes a powerful tool to succeed in the new landscape.
What are RTE or Ready To Eat products?
RTE products are those foods that have been previously elaborated, cooked and vacuum sealed, ready to eat with just a final touch of retherming.
The RTE foods are based in the traditional cooking method, combined with processes such as pasteurization and sterilization to preserve flavor, nutrients, and organoleptic properties with no need of additives or preservatives.
What are the benefits of RTE products in he restaurant industry?
The main benefit is a consequence of the elaboration process and resides in the quality of the food and its simple retherming process, making these types of foods a very powerful tool in a sector that is more and more affected by the structural costs and raw material that are lost.
The RTE products enable the kitchen assembly process. This means that the products that the restaurant offers come from a central kitchen or from a RTE food producer ready to just retherm and serve. This process contributes to several benefits such as:
The reduction of qualified workforce.
A standardized offer.
The reduction of cleaning times.
All of which is achieved preserving the quality and being able to use those resources to improve client service.
The kitchen assembly process is very interesting for those places that are affected by a high seasonality or where the rotation of the workforce is very big. This process significantly reduces the dependency of the chef at the service moment, but it doesn’t take it away. There is a big previous job that the Chef must carry out by investigating and analyzing the different food providers to see which one best meets the needs of his restaurant. Does this mean that all restaurants will have the same offer? Not really.
For instance, the machine manufacturers don’t make each single piece of the machines in-house. Is their engineers’ team who designs the specifications that are required for their final machine and outsource it to specialized companies. Does this mean all manufacturers produce the same machines? Not quite, as each manufacturer produces their machines according to their quality and pricing strategies. RTE products enable to adopt an industrial process in the kitchen with the resulting time and cost savings.
So, a Chef could even design its own recipes and outsource their production to a food manufacturer and receive the individual portions to work on demand with the lowest food waste possible.
What problems do RTE producers face?
RTE food producers are facing an ever-growing competition to offer the best possible product at the best price; however, they lack control on how their final client is retherming the product. This is a big problem as an incorrectly carried out retherming process could ruin the output of a whole elaboration, and consequently trigger the change of food provider.
How does JANBY help tackle this problem?
At JANBY we have developed the JANBY Track, a complete solution for the digitalization and automation of retherming that stores all the information related to a product in a QR label and auto-configures the Sous-vide equipment for the right retherming.
It also records the history of the elaboration of each portion and enables to discard batches with just a click. Automate the retherming process, as the operator only has tos can the label and the JANBY Track takes care of configuring the equipment and of keeping track of the different times.
All the information is registered in the JANBY Cloud, even the live events, which makes it possible to manage several kitchens remotely and simultaneously.
When first discovering the Sous-Vide cooking technique, is relatively common to question yourself wether it is safe to cook chicken at 63ºC. In this article we want to analyze in detail the cooking process at low temperatures, not only form the classic Time/Temperature table stand point, but we want to understand where these tables came from.
What is the Sous-Vide cooking technique?
First of all, we have the culinary technique that consist on cooking at low temperatures and on the other hand we have the Sous-Vide technique, which consists in isolating a product in a waterproof sealed container from which the air has been extracted. This air extraction can be done for various reasons such as, product conservation, to cook the product, to infusionate or marinate. What we commonly know as Sous-Vide cooking is the combination of Sous-Vide and the low temperature cooking process. This differentiation may sound confusing at first, but it is crucial to understand what we will be trying to cover in this article, how to ensure food safety while Sous-vide cooking. And to make the long story short, we will refer to it as Sous-vide.
Sous-Vide cooking is a combination of two paramettres: time and temperature. The fact that the cooking is done in waterproof and hermetically sealed bags enables to preserve all aromas and flavours. Moreover, because the cooking is done at low temperatures all nutrients will be preserved at the same time as we obtain textures that would be impossible with the traditional cooking method. But, how can we ensure a safe preparation?
How can I get a safe output when cooking at low temperatures?
According to the OMS, the salmonella(no tifoidea) is in the top 4 cause for illnesses related to diarrhea in the word. Even in the UE, where the effect is much lower compared to other regions, 92.649 cases where reported in 2017. Salmonella is a bacterial pathogen that can be found in the majority of meat or poultry. This makes it crucial to apply lethality treatments to those products before serving. Lethality is the process or combination of processes that ensures a specific, significant reduction on the number of Salmonella and other pathogens in the product.
We are talking about a significant and specific reduction raher than of a complete elimination of the pathogenic agents, which would be called sterilization. The objective is that in case the product has been polluted with pathogenic agents, these are eliminated enough so that the consumption of the product is safe. This process will also imply that the shelf life of the product will depend of the process carried out after as the conditions in which is stored.
When Sous-vide cooking this lethality process consists on applying heat and is the one we are focusing on in this post. However, we have to mention that there other lethlty treatments such as: drying, fermentation, salt curting high pressures…
The reason why the lethality objectives are centered in Salmonella is because it is the more resistent in the cooking processes among the comon ones. It has also been found that acommon cause for Salmonella outbreaks is the insufficient cooking of the product. On the contrary, in the post-lethality and stabilization treatments it is more common to focus on listeria (post-lethality) and toxins derivated from sporeforming bacterias like Clostridium perfringens and botulinum (Stabilization).
What is the pasteurization?
The US Food Safety and Inspection Service (FSIS) defines the pasteurization as any process, treatment, or combination thereof, that eliminates or reduces the number of pathogenic microorganisms to achieve at least a 5-log reduction at the end product. Keep calm, and let´s understand what this means. With everything that we have said until now it has become clear that the pasteurization is a lethality process with the objetive of reducing pathogenic agents in a significant and specific way, up to 5-log. You may have the logarithmic scales a little bit forgotten, don´t worry, we are here to explain this. The logarithmic scales are a way of displaying numerical data over a very wide range of values in a compact way. In logarithms with moving a unit of distance along the scale means the number has been multiplied by 10. Understood, so a 2-log reduction implys dividing per 10 twice, which is the equivalent of a 99% reduction (100 -(100/10)/10= 99% ), then 5-log es is a 99.999% reduction.
How to apply the pasteurization when cooking at low temperatures?
So, the definition was very precise but, how we apply this into the everyday operations in the kitchen? Luckyly for us, after several laboraory studies, we have some tables that show different time and temperature combinations that can be used for different products. The above has served to understand where the tables come from, and to understand that any of the time and temperature combinations shown in the tables represents the significant reduction of the pahogenic agents so that the consumption of the product becomes safe. However, we must not mix up these tables with Sous-vide recipes. The time and temperature combination of the tables is intended merely to the reduction of those apathogenic agents, however, the Sous-Vide recipes attend to the texture a given combination of time and temperature is able to provide in order this to be tastiest. So, the right recipe will be the one that can meet both criterias, later on we will show you some tools in order to achieve this.
If you were wondering why each protein has several time and temperature combinations, the answer is very interesting. There is a range of temperatures where pathogenic bacteria can reproduce and proliferate. Even if each microorganism has its own values, temperatures between 5 and 54ºC are considered risky. Above 54ºC microorganisms start to diminish rather than reproduce. However, this doesn´t happen immediately, it is required to maintain the temperature for as long as the tables indicate to reach the pasteurization point. For instance, with chicken, once we reach 73ºC pasteurization happens instantly. Also, if you have a look at the tables, poultry with unknown fat values, have to be kept 13 minutes at 63ºC.
What are the requirements to pasteurize?
So, if those tables existed, why have we always known 73ºC as the safe temperature for cooking? We must say that these tables are recommendations to achieve the sufficient lethalty in order for a product to be safe. But, together with them, there are some additional requirements we should apply in our low temperature cooking process.
Lets have a look:
The temperature must be measured at the coldest point of the food we are cooking, which is refered to the internal temperature of the product, not the one of the water.
The thermometer must be calibrated and have a 1ºF precision.
There must be time registers during the whole process. (With a maximum of 1 minute between measurements)
The relative humidity during the cooking process must be controlled. For instance, if we put a piece of meat in the oven into a relatively low temperature, the evaporation process will make the temperature at the surface to descend, and could make it a place for bacteria to resist. Fortunately, when Sous-Vide cooking, as the cooking is done inside hermetically sealed plastic bags, evaporation doesnt happen, so we don´t need to measure humidity.
When Sous-Vide cooking, as this is done via immersion, a foam is used between the plastic and the probe to avoid the air and water to get in contact with the food.
All the above was simplified into the before shown tables, as the values on these tables provide immediate pasteurization, which may spread the idea that all the rest were dangerous.
Which Sous-vide equipment is focused in HCCP?
Nowadays, and thanks to the Sous-Vide equipment of manufacturers like Sammic, we are able to measure the temperature at the heart of the product and to generate several records to certify that the elaboration of a given product has been safely carried out. But not only this, at Janby we wanted to contribute to the digitalization of the Sous-vide process so we have developed a registered software that automatically not only checks the process in real time, but emits notifications when pasteurization is achieved. In this way, we could set the Time and Temperature parameters that meet our texture criteria and the Janby Track will concurrently check the pasteurization tables for the given product. If the Track identifies that the product is not pasteurized this will keep it in the water until is met. Also, if for any reason the water temperature descends half way the cycle, Janby Track will reset the pasteurization times to ensure and optimize the process.
How to ensure food safety with the JANBY Track?
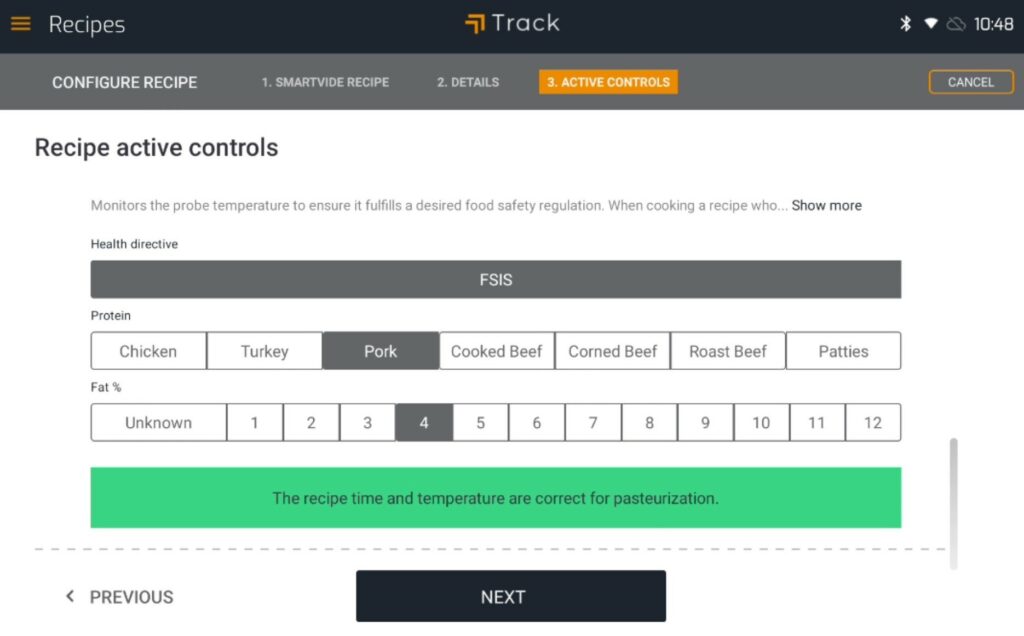
Janby Digital Kitchen is born to digitalize the processes in the kitchen and with its first product, the Janby Track,it digitalizes the Sous-vide process. The Janby Track, has some Active Controls that among other things take care of the pasteurization. As its name indicates, these controls work actively throughout the elaboration of a product and ensure that additional parameters to Time and Temperature are met. There are 4 of them that are focused in the pasteurization and each organization can choose which one to use according to their HACCP requirements, which may vary from industry and from country.
1.Product pasteurization control: The probe pasteurization control monitors the temperature at the heart of the product throughout the whole process and ensures the compliance of the selected sanitary regulation. Once the recipe time is concluded, this control analyzes if the accumulated time and temperature meet the regulation. If the regulation is met, the Track will put the product ready to extract, if not, the Track will maintain it cooking until this is met.
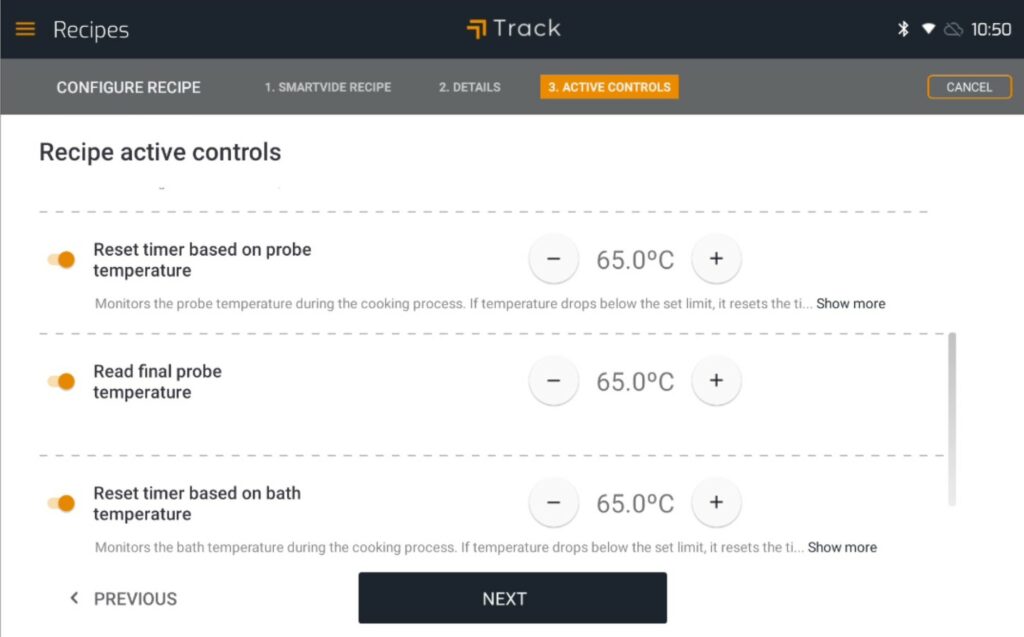
2.Continious probe monitorization: The probe control monitors the temperature at the heart of the product continiously and acts accordingly. To set this continious probe control you need to establish a minimum probe temperature to be monitored throughout the whole elaboration process. If for any reason, the temperature at the heart of the product goes below the established temperature, the recipe will be restarted.
3. Final probe measurement: the final probe measurement control makes sure that the temperature at the hear of the product once the elaboration is completed is the one the user has set. In order to do so, the operator must introduce the probe at the end of each elaboraion.
4. Continious water monitorization: The water control monitors the water tempeature continiously and acts accordingly. To set this continious water control you need to establish a minimum water temperature to be monitored throughout the whole elaboration process. If for any reason, the temperature of the water goes below the established temperature, the recipe will be restarted.
Find below the link to the official report carried out by the FSIS about the food safety measures to follow for Salmonella. The document is specifically targetd to the RTE (Ready to Eat) industry. So, some parts may not necessarily be aplicable to the restaurant industry. However, the pasteurization tables and explanations regarding lethality are valid in any context.
Disclaimer: JANBY Digital Kitchen SL cannot and does not substitute for legal or health advice about food regulations in any legal jurisdiction, nor can we guarantee that following the information presented by JANBY Digital Kitchen SL will prevent foodborne illness. Unfortunately, the many variables associated with food contamination make eliminating all risk and preventing all infections virtually impossible. We cannot accept responsibility for either health or legal problems that may result from following the advice presented by JANBY Digital Kitchen. If you operate a commercial establishment and serve food to the public, consult the rules and health regulations in your area.